扫码关注
扫码关注


技术 | 自锁螺母力矩衰减速度研究
来源:GAF螺丝君
2021-05-24
浏览:4710
【紧固件工业网】目前在航空领域发动机的制造,生产,维修中螺纹连接安全性受到了高度重视,尤其对于自锁螺母来说,由于具有良好的抗震防松,可重复利用,因此成为了航空业广泛采用的螺纹连接元件。
自锁螺母采用塑性变形在螺纹副形成摩擦力以防止螺纹出现松动,但在重复使用中螺纹副间自锁力矩会逐渐减少,尤其在发动机存在冲击或者显著载荷变动情况下,这种现象更加明显。
在本研究中针对内、外部因素对螺纹连接松动的影响进行分析,希望能够为后续航空领域发动机的研制、使用、维护提供指导依据。
一、自锁螺母的使用周期
从自锁螺母原理上来看,为确保螺纹连接功能和可旋和性,要求螺纹配合面之间保持一定空隙。
根据研究结构松动模式,主要是在处于动载荷条件下螺纹之间存在相对振动进而会降低螺纹副摩擦系数,使螺母回转甚至出现松动,在航空元件中螺纹连接线是其重要元件,螺纹防松的设计对于产品来说具有十分重要的意义。
常见的防松方式包括三种类型:
第一,破坏螺旋副运动关系的防松模式,主要利用焊接或充填能够使螺母螺栓螺纹出现局部变形,实现螺纹防松的效果。
第二,机械放松,是指在拧紧螺母后可以使用附加锁紧元件以防出现螺母和螺栓相对转动的情况,常采用的是开口销、止动垫圈等,可增加螺纹副重量和拆卸难度。
第三,摩擦力防松,主要借助增加接触面摩擦力进而达到螺母防松效果。
对于自锁螺母来说,可通过螺母锁紧区域实现径向变形进而实现防松效果,当螺栓旋入自锁螺母收口变形位置时,螺母的收口变形位置会对螺栓形成径向挤压作用力,进而使螺纹形成静摩擦力,而使螺纹表面具有抗松动力矩。
制作螺母防松无需借助其他辅助锁紧元件,其也是目前航空领域元部件的重要防松措施,但随着自锁螺母的使用会使其自锁力距出现衰减。
结合现有研究,对自锁螺母经过15次重复实验之后会接近自锁力距的极限值,在使用过程中由于螺纹副锁紧区域和装备状态,加工质量等问题,导致其生产的产品无法达到预期寿命,因此需采取有效措施以降低自锁螺母使用中锁紧力矩衰减,以提高其使用周期。
二、自锁螺母力矩衰减的影响因素分析
(一)选材和热处理方法
结合发动机装配位置设计工况对于航空领域的紧固件来说,可以选择不锈钢,结构钢或者钛合金等多种材料进行紧固件材料,选择上逐渐呈现高强度和耐高温等趋势。在发动机自锁螺母设计中广泛使用一些高温合金材料。
合理选择材料是确保产品质量的关键。自锁螺母的使用寿命与现有的实验研究证明,螺母使用材料以及热处理方法均会影响其自锁螺母的力矩衰减,同时还需要注意螺纹的材料、硬度和涂层匹配性。
(二)锁紧结构
选择合适的材料和控制好热处理方法对于提升螺母的锁紧系统来说具有显著影响,但由于自锁螺母主要依靠摩擦力进行防松,因此防松结构形式、尺寸在受力过程中螺纹连接件的运动对于螺纹松动产生的影响是比较明显的,因此自锁螺母使用周期会受到螺母锁紧结构特点和锁紧区域变形量的影响。
第一,典型的锁紧结构,目前对于航空领域来说常使用的自锁螺母锁紧结构是椭圆压扁结构,非金属嵌件结构和开槽收口结构。
非金属嵌件是使用非金属材料的弹性性能以实现薄膜防松效果,其余均采用锁紧区域收口变形的自锁作用以实现防松。
通过对发动机中自锁螺母的实际使用情况结果发现,对于不同锁紧区域的结构自锁螺母的使用效果,重复使用稳定性均会存在较大差异,利用有限元软件对螺纹副不同锁紧结构实现仿真分析,结果发现螺纹副中配体的受力变形情况会影响锁紧区的接触面积和受力均匀性能,并且与锁紧性能稳定性具有直接联系。
三、实验分析
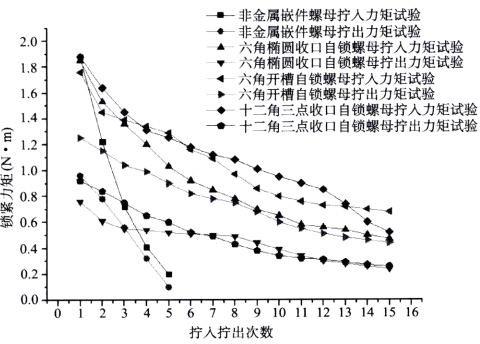
为进一步分析锁紧区域结构变形对于锁紧力矩衰减产生的影响,在本研究中以10个产品为一组开展锁紧力矩性能分析。在处于室内条件下选取相同规格的非金属嵌件螺母以及椭圆收口,开槽收口,三点收口的自锁螺母开展力矩实验分析,如下所示为实验结果。
通过研究发现,嵌件自锁螺母依靠非金属材料弹性性能在整个过程中外螺纹牙型具有较大的包容面积,理论上自锁力矩衰减程度较小,但实际使用过程中采用尼龙嵌件自锁螺母在第1、第2次实验中自锁系能较好,由于受到温度影响较大,装配发热之后力矩会快速衰减,使用温度应低于100℃,因此这种类型的自锁螺母受非金属材料性能温度的影响是比较大的。
对于金属自锁螺母主要依靠锁紧区域收口变形情况,对螺纹副部挤压接触产生的过盈量,相比非金属自锁螺母来说,该材料的使用寿命受温度影响较小,而锁紧区域变形以及变形量控制产生的影响是比较大的。
对于自锁螺母存在开槽收口和椭圆压扁收口这两种变形方式,后者工艺简单,也是国内一些自锁螺母常用形式。由于该变形方式仅需要依靠两点接触受力,其变形量对于自锁力矩衰减产生的影响是比较大的。
开槽收口主要是指螺母尾部位置开6-8个均匀槽口之后径向收口变形,使其能够与外螺纹实现多点过盈接触。通过研究分析,这种变形方法相对椭圆压变变形方法来说受力更加均匀,且锁紧力矩比较稳定。
对于不开槽三点收口的方式是新型自锁螺母的设计方法,其能够克服传统开槽螺母的工艺缺陷,且整体受力均匀。通过现有的研究发现,采用三点变形方法对于提升螺母使用周期来说具有十分重要的意义。
(二)锁紧结构尺寸
结合典型结构螺母可实现自锁锁紧区域为薄壁圆柱形,因此其尺寸包含锁紧区域轴向长度尺寸,外圆直径和锁紧区域变形量。
通过研究发现,在处于一定变形量条件下适当增加锁紧区域轴向长度可增加螺纹副接触面积,多次拧入螺栓后拧出力矩衰减斜率减小,可提升自锁螺母的使用周期,同时还会从一定程度上增加螺纹副的重量,该方法与实际产品质量控制的理念不符合。
其次,在处于相同变量条件下可以适当改变锁紧区域外周半径,但整体来看衰减斜率基本一致,需要在保证首次拧入力矩不超过额定范围下,适当增加收口区的壁厚,可提升螺母的使用周期,锁紧区域的变形量能够从一定程度上反映螺纹副中径向过盈量大小,也是影响整个螺母锁紧性能的重要因素。
要想使自锁螺母获得最小锁紧力矩,需使其具备足够过盈量,当过盈量较小,锁紧力矩实验不合格,这种情况下可适当增加收口变形量来提高产品合格率。
通过研究发现,收口变形量与锁紧力矩增长并不是单纯呈现线性关系的,尤其是椭圆压扁收口的螺母,如果其变形量较大,会使力矩衰减斜率增加,降低螺母的使用周期。
从结构优化角度上来看,虽然自锁螺母有不同的连接结构,方法,可设计为不同形式,但对于航空发动机来说要求元件的结构紧凑,常规螺母结构为十二角板拧结构,自锁收口区可实现自锁螺母的功能。
为确保板拧结构实现正常使用,要求锁紧区域具有较大的包容面积,螺母轴向尺寸较长,现有的工艺可以使用简单椭圆收口以实现自锁效果,经过优化设计之后,该结构取消原有独立收口变形椭圆段,适当延长轴线位置的十二角板拧区域,在该区域中紧扣螺母板拧区域可以采用三口收口方式使其形成自锁区。
利用这种结构设计可适当提升板拧结构的装配稳定性,同时还可增加自锁区域的稳定性。
经过优化之后螺母收口区是12角装配面,在不影响板拧结构使用的情况下可确保其自锁性能。收口位置采用三点方法,其变形量相对椭圆收口来说要小,与螺栓接触,自锁区包容面积增加,由于收口区域受力均匀,因此会从一定程度上提升自锁性能的稳定性。
四、结 论
总而言之,目前自锁螺母作为一种重要的防松产品,其自锁性能稳定性会影响产品连接性能。
在本研究中通过分析自锁螺母的使用周期,阐述了优化提升自锁螺母周期为目标,通过实验优化之后,自锁螺母锁紧性能有显著提升,进一步说明该方法对于提升紧固件的维护性可靠性来说具有十分重要的意义。
自锁螺母采用塑性变形在螺纹副形成摩擦力以防止螺纹出现松动,但在重复使用中螺纹副间自锁力矩会逐渐减少,尤其在发动机存在冲击或者显著载荷变动情况下,这种现象更加明显。
在本研究中针对内、外部因素对螺纹连接松动的影响进行分析,希望能够为后续航空领域发动机的研制、使用、维护提供指导依据。
一、自锁螺母的使用周期
从自锁螺母原理上来看,为确保螺纹连接功能和可旋和性,要求螺纹配合面之间保持一定空隙。
根据研究结构松动模式,主要是在处于动载荷条件下螺纹之间存在相对振动进而会降低螺纹副摩擦系数,使螺母回转甚至出现松动,在航空元件中螺纹连接线是其重要元件,螺纹防松的设计对于产品来说具有十分重要的意义。
常见的防松方式包括三种类型:
第一,破坏螺旋副运动关系的防松模式,主要利用焊接或充填能够使螺母螺栓螺纹出现局部变形,实现螺纹防松的效果。
第二,机械放松,是指在拧紧螺母后可以使用附加锁紧元件以防出现螺母和螺栓相对转动的情况,常采用的是开口销、止动垫圈等,可增加螺纹副重量和拆卸难度。
第三,摩擦力防松,主要借助增加接触面摩擦力进而达到螺母防松效果。
对于自锁螺母来说,可通过螺母锁紧区域实现径向变形进而实现防松效果,当螺栓旋入自锁螺母收口变形位置时,螺母的收口变形位置会对螺栓形成径向挤压作用力,进而使螺纹形成静摩擦力,而使螺纹表面具有抗松动力矩。
制作螺母防松无需借助其他辅助锁紧元件,其也是目前航空领域元部件的重要防松措施,但随着自锁螺母的使用会使其自锁力距出现衰减。
结合现有研究,对自锁螺母经过15次重复实验之后会接近自锁力距的极限值,在使用过程中由于螺纹副锁紧区域和装备状态,加工质量等问题,导致其生产的产品无法达到预期寿命,因此需采取有效措施以降低自锁螺母使用中锁紧力矩衰减,以提高其使用周期。
二、自锁螺母力矩衰减的影响因素分析
(一)选材和热处理方法
结合发动机装配位置设计工况对于航空领域的紧固件来说,可以选择不锈钢,结构钢或者钛合金等多种材料进行紧固件材料,选择上逐渐呈现高强度和耐高温等趋势。在发动机自锁螺母设计中广泛使用一些高温合金材料。
合理选择材料是确保产品质量的关键。自锁螺母的使用寿命与现有的实验研究证明,螺母使用材料以及热处理方法均会影响其自锁螺母的力矩衰减,同时还需要注意螺纹的材料、硬度和涂层匹配性。
(二)锁紧结构
选择合适的材料和控制好热处理方法对于提升螺母的锁紧系统来说具有显著影响,但由于自锁螺母主要依靠摩擦力进行防松,因此防松结构形式、尺寸在受力过程中螺纹连接件的运动对于螺纹松动产生的影响是比较明显的,因此自锁螺母使用周期会受到螺母锁紧结构特点和锁紧区域变形量的影响。
第一,典型的锁紧结构,目前对于航空领域来说常使用的自锁螺母锁紧结构是椭圆压扁结构,非金属嵌件结构和开槽收口结构。
非金属嵌件是使用非金属材料的弹性性能以实现薄膜防松效果,其余均采用锁紧区域收口变形的自锁作用以实现防松。
通过对发动机中自锁螺母的实际使用情况结果发现,对于不同锁紧区域的结构自锁螺母的使用效果,重复使用稳定性均会存在较大差异,利用有限元软件对螺纹副不同锁紧结构实现仿真分析,结果发现螺纹副中配体的受力变形情况会影响锁紧区的接触面积和受力均匀性能,并且与锁紧性能稳定性具有直接联系。
三、实验分析
(一)自锁螺母的材料
为进一步分析锁紧区域结构变形对于锁紧力矩衰减产生的影响,在本研究中以10个产品为一组开展锁紧力矩性能分析。在处于室内条件下选取相同规格的非金属嵌件螺母以及椭圆收口,开槽收口,三点收口的自锁螺母开展力矩实验分析,如下所示为实验结果。

通过研究发现,嵌件自锁螺母依靠非金属材料弹性性能在整个过程中外螺纹牙型具有较大的包容面积,理论上自锁力矩衰减程度较小,但实际使用过程中采用尼龙嵌件自锁螺母在第1、第2次实验中自锁系能较好,由于受到温度影响较大,装配发热之后力矩会快速衰减,使用温度应低于100℃,因此这种类型的自锁螺母受非金属材料性能温度的影响是比较大的。
对于金属自锁螺母主要依靠锁紧区域收口变形情况,对螺纹副部挤压接触产生的过盈量,相比非金属自锁螺母来说,该材料的使用寿命受温度影响较小,而锁紧区域变形以及变形量控制产生的影响是比较大的。
对于自锁螺母存在开槽收口和椭圆压扁收口这两种变形方式,后者工艺简单,也是国内一些自锁螺母常用形式。由于该变形方式仅需要依靠两点接触受力,其变形量对于自锁力矩衰减产生的影响是比较大的。
开槽收口主要是指螺母尾部位置开6-8个均匀槽口之后径向收口变形,使其能够与外螺纹实现多点过盈接触。通过研究分析,这种变形方法相对椭圆压变变形方法来说受力更加均匀,且锁紧力矩比较稳定。
对于不开槽三点收口的方式是新型自锁螺母的设计方法,其能够克服传统开槽螺母的工艺缺陷,且整体受力均匀。通过现有的研究发现,采用三点变形方法对于提升螺母使用周期来说具有十分重要的意义。
(二)锁紧结构尺寸
结合典型结构螺母可实现自锁锁紧区域为薄壁圆柱形,因此其尺寸包含锁紧区域轴向长度尺寸,外圆直径和锁紧区域变形量。
通过研究发现,在处于一定变形量条件下适当增加锁紧区域轴向长度可增加螺纹副接触面积,多次拧入螺栓后拧出力矩衰减斜率减小,可提升自锁螺母的使用周期,同时还会从一定程度上增加螺纹副的重量,该方法与实际产品质量控制的理念不符合。
其次,在处于相同变量条件下可以适当改变锁紧区域外周半径,但整体来看衰减斜率基本一致,需要在保证首次拧入力矩不超过额定范围下,适当增加收口区的壁厚,可提升螺母的使用周期,锁紧区域的变形量能够从一定程度上反映螺纹副中径向过盈量大小,也是影响整个螺母锁紧性能的重要因素。
要想使自锁螺母获得最小锁紧力矩,需使其具备足够过盈量,当过盈量较小,锁紧力矩实验不合格,这种情况下可适当增加收口变形量来提高产品合格率。
通过研究发现,收口变形量与锁紧力矩增长并不是单纯呈现线性关系的,尤其是椭圆压扁收口的螺母,如果其变形量较大,会使力矩衰减斜率增加,降低螺母的使用周期。
从结构优化角度上来看,虽然自锁螺母有不同的连接结构,方法,可设计为不同形式,但对于航空发动机来说要求元件的结构紧凑,常规螺母结构为十二角板拧结构,自锁收口区可实现自锁螺母的功能。
为确保板拧结构实现正常使用,要求锁紧区域具有较大的包容面积,螺母轴向尺寸较长,现有的工艺可以使用简单椭圆收口以实现自锁效果,经过优化设计之后,该结构取消原有独立收口变形椭圆段,适当延长轴线位置的十二角板拧区域,在该区域中紧扣螺母板拧区域可以采用三口收口方式使其形成自锁区。
利用这种结构设计可适当提升板拧结构的装配稳定性,同时还可增加自锁区域的稳定性。
经过优化之后螺母收口区是12角装配面,在不影响板拧结构使用的情况下可确保其自锁性能。收口位置采用三点方法,其变形量相对椭圆收口来说要小,与螺栓接触,自锁区包容面积增加,由于收口区域受力均匀,因此会从一定程度上提升自锁性能的稳定性。
四、结 论
总而言之,目前自锁螺母作为一种重要的防松产品,其自锁性能稳定性会影响产品连接性能。
在本研究中通过分析自锁螺母的使用周期,阐述了优化提升自锁螺母周期为目标,通过实验优化之后,自锁螺母锁紧性能有显著提升,进一步说明该方法对于提升紧固件的维护性可靠性来说具有十分重要的意义。
加载更多
相关阅读
 智说2024③|2024年我国新型工业化将实现新突破
智说2024③|2024年我国新型工业化将实现新突破
中国经济时报9 天前
 紧固件热浸涂锌实用指南(二)
紧固件热浸涂锌实用指南(二)
热浸涂锌技术指导期刊一个月前
 紧固件热浸涂锌实用指南(一)
紧固件热浸涂锌实用指南(一)
热浸涂锌技术指导期刊一个月前

 市场调研:中国电动铆钉机行业市场规模及未来发展趋势
市场调研:中国电动铆钉机行业市场规模及未来发展趋势
博研咨询市场调研11 个月前
 4000亿元目标!瞄准新能源汽车零部件 渝西八区开启倍增行动
4000亿元目标!瞄准新能源汽车零部件 渝西八区开启倍增行动
重庆市人民政府11 个月前