扫码关注
扫码关注


冷镦钢螺母,冷镦开裂的分析及控制!

冷镦钢盘条是用于制造螺栓、铆钉等紧固件的原材料。冷镦过程采用一次或多次冲击加载,通过材料的冷作硬化提高工件的抗拉强度,改善材料的使用性能,其要求冷镦用钢具有良好的冷顶锻性能。
为此,本文针对此问题对产品进行质量分析,找出冷镦开裂的主要原因,以期望提高产品性能。
01
宏观试样
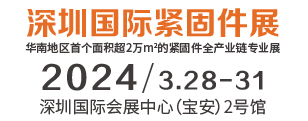
ML08AL冷镦盘条所生产的螺母出现的质量问题,具有代表性的墩裂试样,如图1、图2所示。
分析加工螺钉常规工艺,导致开裂的原因主要有四个方面:原料钢丝表面裂纹、化学成分、夹杂物及显微组织。
冷镦盘条在出厂中均要逐批进行1/3级别以上的冷顶锻和严格的表面质量检验,100%合格方可交货,基本可以排除原料钢丝表面裂纹。本文主要针对其他三个方面进行检验分析。
图1镦头开裂样
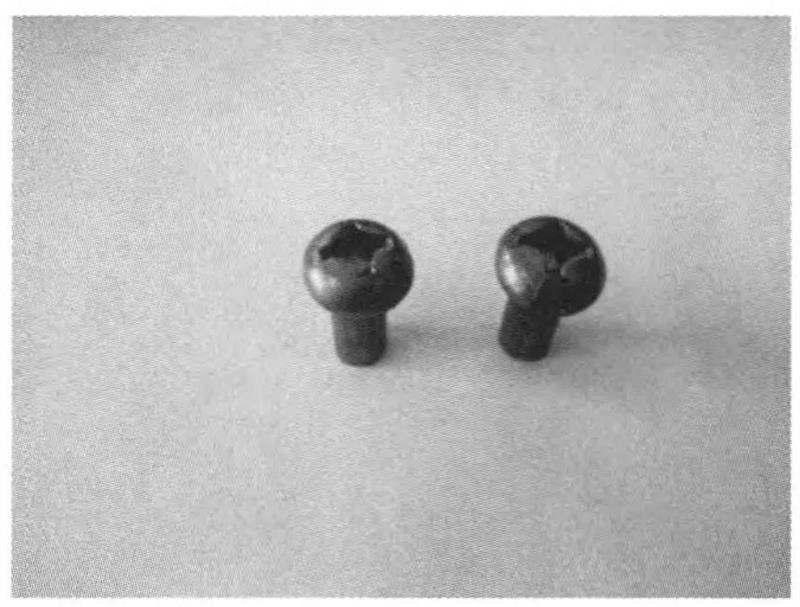
图2扫描电镜下观察镦头开裂的宏观试样
02
原因分析
2.1 化学成分分析
钢材的化学成分是决定钢材性能的基本因素,通过影响显微组织影响钢材性能。对生产的冷镦钢盘条进行化学成分检验,结果如表1所示。
s是钢中的有害元素,使钢产生热脆性,它还能降低紧固件的疲劳强度和动载强度,任何种类的冷镦钢的含硫量都要尽可能低。
P也是钢中的有害元素,存在于钢中,会导致钢冷变形脆性,同时作为杂质元素,会沿晶界偏析,引起晶界脆化,损害钢的性能,所以应尽可能的低。从表1可以看出,生产的盘条化学各项成分均符合要求,且S、P含量远低于要求上限。

表一盘条化学成分
2.2 钢中非金属夹杂物
钢中非金属夹杂含量高是造成标准件冷镦开裂的一个重要因素。文献表明,非金属夹杂物是造成冷镦开裂的主要原因之一。
其中,非金属夹杂中B类和D类夹杂危害最大。Al2O3夹杂物的尺寸、距钢材表面的距离对形成裂纹产生影响,夹杂物的尺寸越大,距钢材表面越近则危害也越大。一般认为,表面层(2mm)的B类夹杂不应大于10~15。
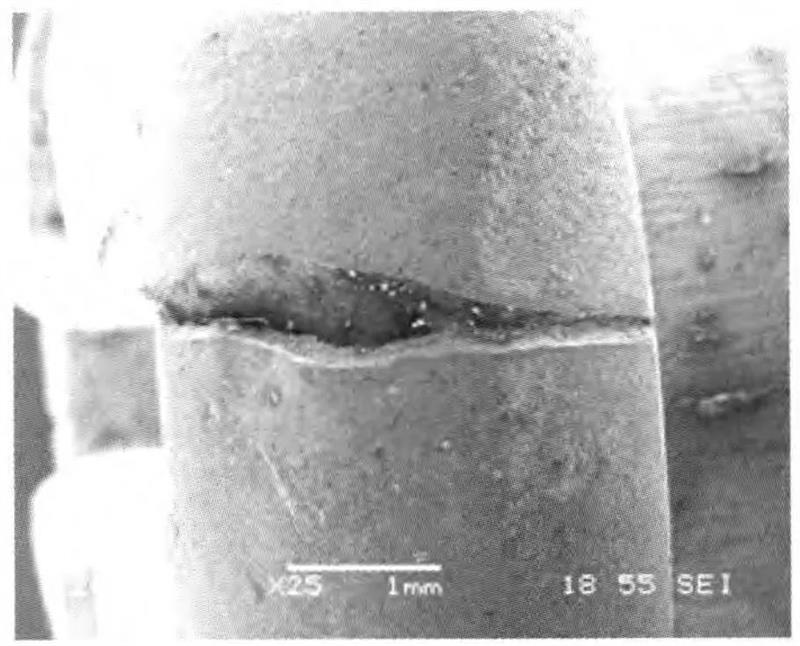
将墩裂试样放人丙酮溶液中,经过超声波清洗以后,在扫描电镜下观察,可以在墩裂的裂纹处看见大量夹杂物存在,如图3所示。
图3扫描电镜下观察墩裂试样的宏观裂纹
应的能谱分析,如表2所示。
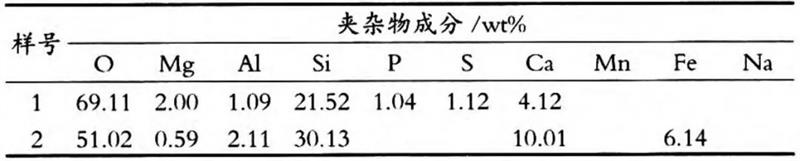
表2宏观裂纹附近的扫描结果
通过图3发现,裂纹处存在很多非金属夹杂物,尺寸大小基本在10斗m以上。然后进行能谱分析,然后将墩裂试样的横截面磨平、抛光,在扫描电镜下观察。在裂纹附近,同样发现了大量的夹杂物存在,如图4所示。对应的能谱分析如表3所示。

图4扫描电镜下观察到裂纹处存在的夹杂物

表3镦裂处电镜扫描结果分析
由于ML08Al盘条规格在①8mm以下,加工过程拉拔减面率极大,原位于盘条内部的夹杂物随着拉拔钢丝丝径减小逐渐移至近表面,虽然未形成钢丝表面裂纹,但是在下一步冷镦工序中也会导致螺钉开裂。
2.3 显微组织
冷镦盘条的显微组织应该为铁素体+粒状珠光体(F+P),标准一般都规定组织为2~4级,不得有片状珠光体和贝氏体。珠光体球的尺寸和分布是影响冷镦性能的主要因素,理想组织是珠光体球粒大小相近并均匀分布在铁素体基体上。
珠光体不同显微组织性能从好到坏的排列顺序为:粒状珠光体、索氏体、细片状珠光体、片状珠光体。金属形变最突出的特点是其不均匀性14】。
当组织中存在一定的魏氏体组织时,会加剧拉拔变形过程中的形变不均匀性,从而导致应力集中。应力集中导致局部拉应力超过材料的强度极限,材料产生断裂。为此,通过试验来观察冷镦钢试样的组织形貌和晶粒大小。
将镦裂的试样和正常样分别标记为a和b。将试样清洗后,在2%硝酸酒精溶液中浸蚀,然后在金相显微镜下放大200及500倍观察组织并拍照,如图5、图6所示。
过图5、图6所示的冷镦钢金相组织可以发现,两者的基体组织都是网状铁素体+珠光体。
冷镦开裂试样中的金相组织由于受到顶锻压力的作用,组织形状发生变形,这属于正常现象。同时两者的晶粒尺寸并没有发生明显的变化,也没有出现如魏氏组织、马氏体等脆性相。
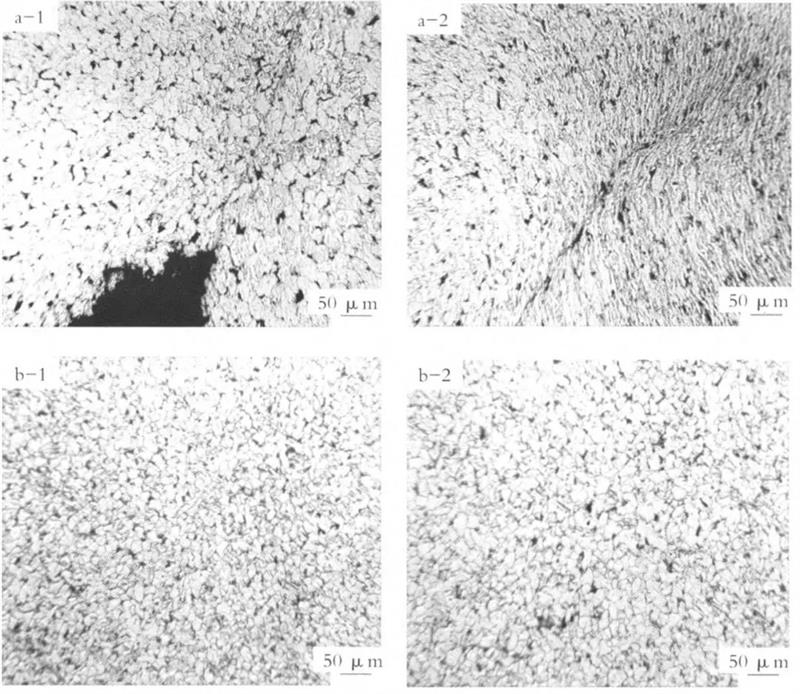
图5200倍下观察的试样金相组织
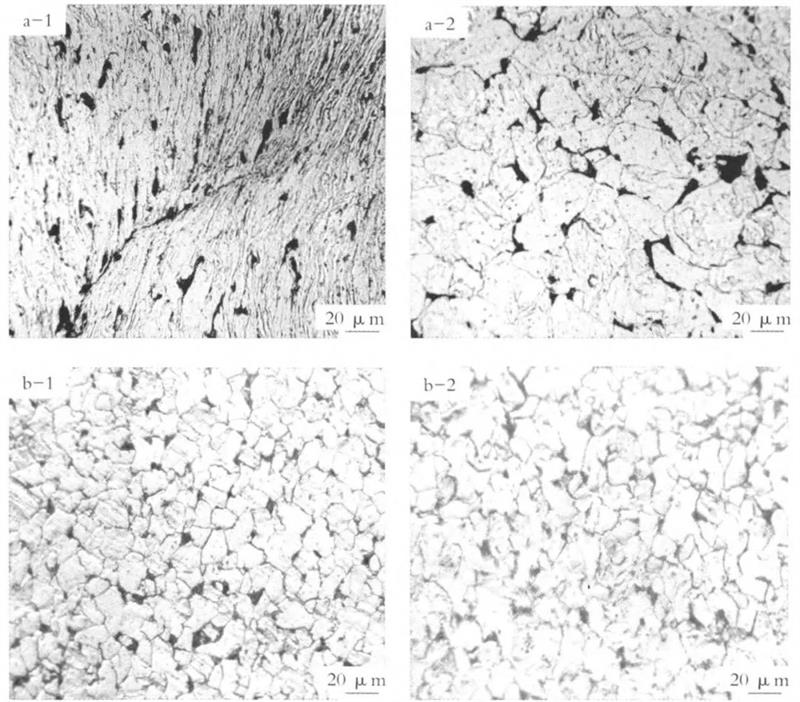
图6500倍下观察的试样金相组织
03
总 结
通过化学成分分析可知,ML08AL的各项元素指标均在标准范围之内,且有害元素S、P的含量远低于要求上限,因此化学成分不是造成产品冷镦开裂的原因。
由螺栓工件的形状可知,帽檐处直径最大,因此,冷镦加工过程中帽檐处金属的塑性应变最大,所承受的拉应力最大,最容易产生开裂缺陷。
加工过程拉拔减面率极大,原位于盘条内部的夹杂物随着拉拔钢丝丝径减小逐渐移至近表面,虽然未形成钢丝表面裂纹,但是在下一步冷镦工序中就会导致螺钉开裂。在裂纹附近发现的夹杂物正好成为裂纹源,因此,认为夹杂物是产生裂纹的主要原因。
过对显微组织的分析可知,镦裂试样和正常试样的显微组织均为网状铁素体+珠光体,没有出现如魏氏组织、马氏体等脆性相,故可以说明金相组织不是试样开裂的主要原因。
04
解决措施
针对夹杂物的产生原因,通过制定严格控制转炉下渣、优化精炼渣系、全程保护浇注等措施,钢中夹杂物数量及尺寸有了明显改善,产品质量得到了保证。
 今年一季度我国进出口规模历史 同期首次突破10万亿元
今年一季度我国进出口规模历史 同期首次突破10万亿元
 开门红,我国一季度汽车产销超过660万辆
开门红,我国一季度汽车产销超过660万辆
 乌克兰延长对中国钢制紧固件征收反倾销税的期限
乌克兰延长对中国钢制紧固件征收反倾销税的期限

 邢钢携手中国金属学会、上善院,共创紧固件行业新质生产力
邢钢携手中国金属学会、上善院,共创紧固件行业新质生产力
 交付首日小米SU7疑似螺丝脱落?她的紧固件供应商是谁?
交付首日小米SU7疑似螺丝脱落?她的紧固件供应商是谁?