扫码关注
扫码关注


知识干货|不锈钢紧固件制造工艺及材料
2024-02-26
浏览:443
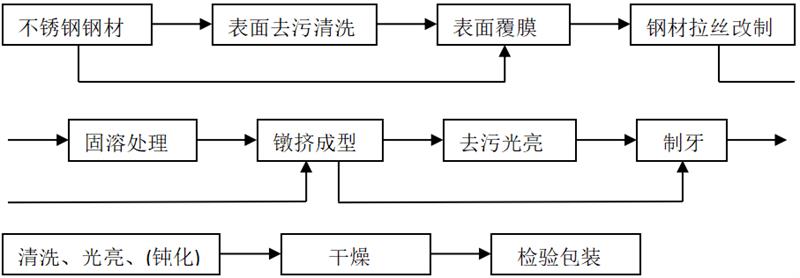
不锈钢紧固件在开始生产初期,普遍采用切削、热镦的工艺生产,产品质量差、生产效率低。
此期间,在日本、德国、美国、意大利、法国、台湾省等发达国家和地区,采用冷镦工艺、温镦工艺,使不锈钢紧固件快速发展起来。
于是我国不锈钢紧固件紧随发达国家和地区的步伐,上世纪90年代,开始引进不锈钢紧固件生产设备和技术,不锈钢紧固件的生产开始步入快速发展阶段,至今中国已成为不锈钢紧固件生产量和生产能力最大的国家。
2、工序工艺技术
钢材表面若存在油污应采用碱性或酸性脱脂剂进行脱脂处理,以免造成下道工序的覆膜的附着强度不好。
方法是:碱性脱脂剂加热温度60~90℃,钢材浸入脱脂剂,时间以脱脂除污干净为准,脱脂后应用清水彻底冲洗干净。
在生产过程中,皮膜易脱落并影响产品的生产,现常用的有两种皮膜方式,一种为草酸盐覆膜处理,另一种为无机盐皮膜处理。
生产者应根据产品的不同选择生产工艺。经皮膜处理后的钢材吊运时,应避免皮膜受损伤和破坏。
2.3 拉丝改制
1)拉丝改制直径的确定。
① 螺栓拉丝改制直径,
按下列公式计算(参考)
d线=dsmin-(M1+M2)
② 螺钉(全牙)拉丝改制直径,
按下列公式计算(参考)
d线=d打-M
螺栓用料长度的计算方法可分为两部分计算: 一是头部用料;二是杆部用料。
不锈钢螺母采用温镦工艺时,一般采用大料小变形工艺生产,主要是因为不锈钢的加工硬化程度和韧性较大,多工位成型时硬化程度高,对模具性能要求较高。
生产时,一般选用五~六工位成型机生产。
3、不锈钢的材料
不锈钢的耐蚀性取决于钢中所含的合金元素。铬是使不锈钢获得耐蚀性的基本元素,当钢中含铬量达到1.2%左右时,铬与腐蚀介质的氧作用,在钢的表面形成一层很薄的氧化膜(自钝化膜),可以阻止钢的基体进一步腐蚀。
除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以满足各种用途对不锈钢组织和性能的要求。
目前,不锈钢较为常见分类方法之一是按加热至高温,然后空冷所得的金相组织来分,通常分为五个系列:铁素体不锈钢、马氏体不锈钢、奥氏体不锈钢、沉淀硬化不锈钢和奥氏体-铁素体(双相)不锈钢。
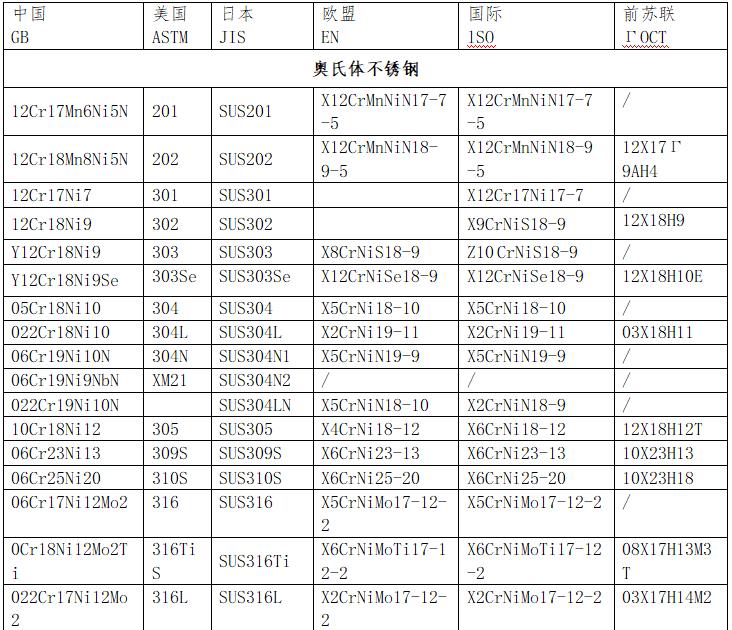
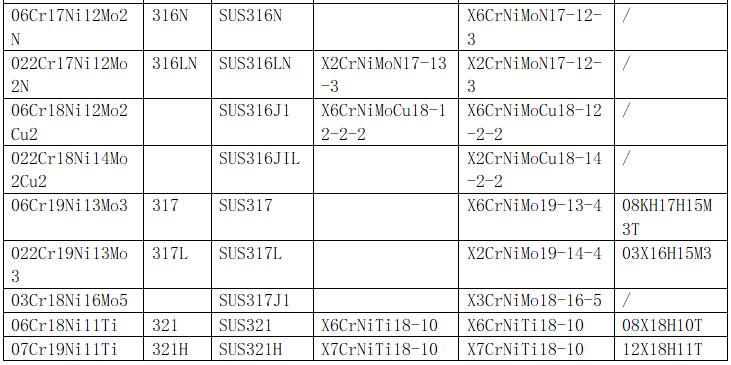
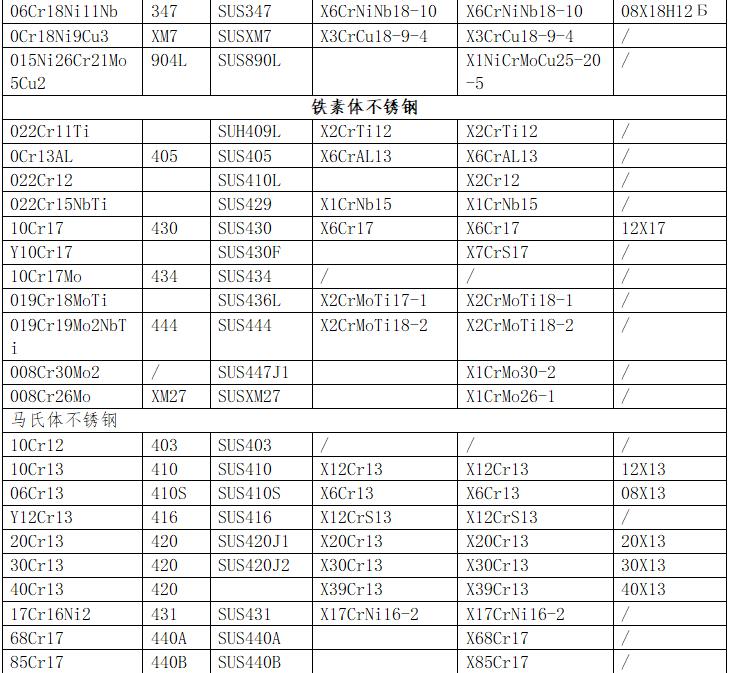
4、不锈钢钢材的牌号
由于不锈钢的发展和生产在发达的国家较早,所以发达国家的不锈钢往往被其它国家采用,如我们现在的不锈钢紧固件行业中,大多习惯用日本牌号的叫法,现把几个国家的相关不锈钢牌号列表1对比,以供参考。

此期间,在日本、德国、美国、意大利、法国、台湾省等发达国家和地区,采用冷镦工艺、温镦工艺,使不锈钢紧固件快速发展起来。
于是我国不锈钢紧固件紧随发达国家和地区的步伐,上世纪90年代,开始引进不锈钢紧固件生产设备和技术,不锈钢紧固件的生产开始步入快速发展阶段,至今中国已成为不锈钢紧固件生产量和生产能力最大的国家。

2、工序工艺技术
2.1 表面去污清洗
钢材表面若存在油污应采用碱性或酸性脱脂剂进行脱脂处理,以免造成下道工序的覆膜的附着强度不好。
方法是:碱性脱脂剂加热温度60~90℃,钢材浸入脱脂剂,时间以脱脂除污干净为准,脱脂后应用清水彻底冲洗干净。
2.2 表面皮膜处理
在生产过程中,皮膜易脱落并影响产品的生产,现常用的有两种皮膜方式,一种为草酸盐覆膜处理,另一种为无机盐皮膜处理。
生产者应根据产品的不同选择生产工艺。经皮膜处理后的钢材吊运时,应避免皮膜受损伤和破坏。
2.3 拉丝改制
1)拉丝改制直径的确定。
① 螺栓拉丝改制直径,
按下列公式计算(参考)
d线=dsmin-(M1+M2)
② 螺钉(全牙)拉丝改制直径,
按下列公式计算(参考)
d线=d打-M
2.4 成型技术

螺栓用料长度的计算方法可分为两部分计算: 一是头部用料;二是杆部用料。
不锈钢螺母采用温镦工艺时,一般采用大料小变形工艺生产,主要是因为不锈钢的加工硬化程度和韧性较大,多工位成型时硬化程度高,对模具性能要求较高。
生产时,一般选用五~六工位成型机生产。
3、不锈钢的材料

不锈钢的耐蚀性取决于钢中所含的合金元素。铬是使不锈钢获得耐蚀性的基本元素,当钢中含铬量达到1.2%左右时,铬与腐蚀介质的氧作用,在钢的表面形成一层很薄的氧化膜(自钝化膜),可以阻止钢的基体进一步腐蚀。
除铬外,常用的合金元素还有镍、钼、钛、铌、铜、氮等,以满足各种用途对不锈钢组织和性能的要求。
目前,不锈钢较为常见分类方法之一是按加热至高温,然后空冷所得的金相组织来分,通常分为五个系列:铁素体不锈钢、马氏体不锈钢、奥氏体不锈钢、沉淀硬化不锈钢和奥氏体-铁素体(双相)不锈钢。
4、不锈钢钢材的牌号
由于不锈钢的发展和生产在发达的国家较早,所以发达国家的不锈钢往往被其它国家采用,如我们现在的不锈钢紧固件行业中,大多习惯用日本牌号的叫法,现把几个国家的相关不锈钢牌号列表1对比,以供参考。
下图列表为:不同国家的相关不锈钢牌号

编辑:紧固件工业网
加载更多
相关阅读
 《高锁栓尾端全工序加工机》样册说明
《高锁栓尾端全工序加工机》样册说明
紧固件工业网11 小时前
 5000亿元, “设备更新”“以旧换新”政策出台!紧固件市场迎来新机遇!
5000亿元, “设备更新”“以旧换新”政策出台!紧固件市场迎来新机遇!
紧固件工业网6 天前
 邢钢携手中国金属学会、上善院,共创紧固件行业新质生产力
邢钢携手中国金属学会、上善院,共创紧固件行业新质生产力
邢台钢铁有限责任公司6 天前
 墨西哥对对我国紧固件等544项商品征收临时进口关税!(附完整涉税产品清单!)
墨西哥对对我国紧固件等544项商品征收临时进口关税!(附完整涉税产品清单!)
墨西哥每日公报8 天前
 今年一季度我国进出口规模历史 同期首次突破10万亿元
今年一季度我国进出口规模历史 同期首次突破10万亿元
羊城晚报11 天前
 开门红,我国一季度汽车产销超过660万辆
开门红,我国一季度汽车产销超过660万辆
1039调查团11 天前